



 服务热线:
服务热线: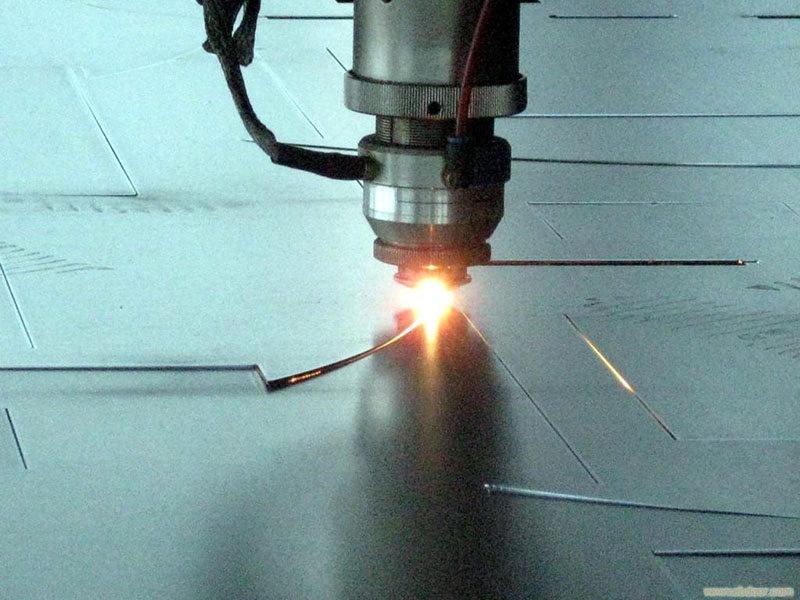
厂 规定焊接槽钢平面度不超过2/1000,总弯折度不超总长的0.3%。 3、钣金件焊接前,形变的零配件务必调直、校直后再焊接。 4、在开展焊接前,应依据零件尺寸、原材料薄厚、焊缝规定的尺寸等不一样采用大小规格型号不一的焊条。
厂一般,高金属氧化物成分是由粉末熔融造成的,金属氧化物成分对涂层有危害。2、粉末未焊接颗粒物太多关键缘故是粉体设备粗颗粒物太多,颗粒物过粗。金相显微镜下能够见到涂层的出气孔,透射电镜下能够见到涂层中粉末颗粒物的形变,透射电镜下能够见到涂层的出气孔。气孔率比较严重时,活塞阀水压试验不过关,探伤检测不过关。

衢州厂钣金加工的焊接方式 :aCO2气体保护焊b氩弧焊机c焊接等d依据具体必须和原材料挑选智能机器人焊接方式 。 一般来说,CO2气体保护焊用以不锈钢板焊接; 氩弧焊机用以不锈钢和铝合金板的焊接,智能机器人焊接能够节约施工时间,提升 工作效能和焊接品质,并缓解工作强度。 钣金加工的焊接标记:Δ角焊,Д,I焊,V焊,单侧V焊(V)和钝边V焊(V),焊接(O),塞焊或槽焊,铆压焊(χ ),单侧V型焊带钝边(V),U型焊带钝头,J型焊带钝头,扉页焊接。




